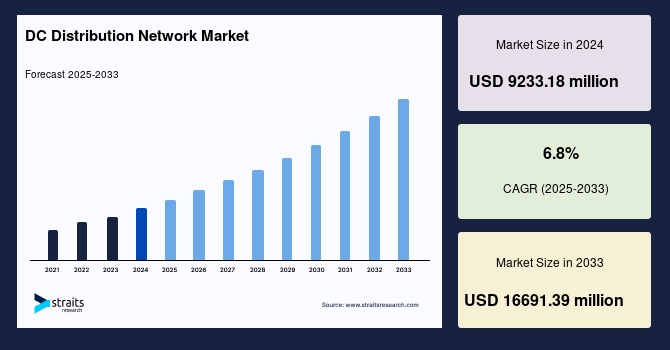
DC Distribution Network Market Future Scope, Product Differentiation and Forecast to 2033
Друго |
2026-03-06 06:53:18
The dairy industry is undergoing continuous modernization as consumer demand grows for packaged, safe, and consistent milk products. Traditional milk processing methods are no longer sufficient to meet today’s expectations for uniform appearance, smooth mouthfeel, and long shelf stability. Homogenization is one of the most important processing steps because it prevents fat separation and improves texture. According to Market Research Future, the expansion of dairy processing infrastructure and rising demand for value-added milk beverages are key contributors to the market growth for homogenizer machines.
The Milk Homogenizer Machine Market includes machines designed to mechanically break down milk fat globules and distribute them evenly across the liquid. This process creates stable milk products that maintain consistent quality throughout storage. Homogenizer machines are widely used in large-scale dairy plants, regional processing facilities, and specialized dairy beverage manufacturers. Their importance has increased because homogenization directly affects consumer satisfaction and product competitiveness.
One major market driver is the rising consumption of processed and packaged milk. With urbanization and growing retail networks, consumers increasingly purchase milk in packaged forms rather than fresh local supply. Packaged milk must maintain stability and appearance during transportation and shelf storage. Homogenization ensures that milk remains uniform, preventing cream separation and improving consumer confidence.
Another strong driver is the growing market for flavored and functional dairy beverages. Consumers today seek variety, including chocolate milk, fruit-flavored milk, protein milk, and fortified dairy drinks. These beverages often include added ingredients such as sweeteners, cocoa, vitamins, and minerals. Homogenization is essential for keeping these ingredients evenly distributed and ensuring a smooth drinking experience.
The Milk Homogenizer Machine Industry Projection is supported by the increasing industrialization of dairy production in emerging economies. Many countries are investing in dairy modernization to improve food security, reduce spoilage, and strengthen supply chains. New dairy plants require advanced processing equipment, and homogenizers are a core component. This industrial growth is expected to expand market opportunities for homogenizer manufacturers.
The market can be segmented by homogenizer stage type. Single-stage homogenizers are typically used for standard milk processing. Two-stage homogenizers provide enhanced stability and are preferred for products with higher fat content or added ingredients. Two-stage systems are also used when dairy processors require superior texture control and long-term product stability.
Capacity segmentation is another key factor. Large-capacity homogenizers serve high-volume plants producing milk at industrial scale. Medium-capacity machines are used by regional dairies. Small-capacity homogenizers are increasingly used by premium dairy brands and niche producers. This broad range of applications encourages manufacturers to develop diverse machine sizes and customizable features.
Technological advancement is a major trend shaping the market. Modern homogenizer machines now feature digital pressure control, automated flow management, and monitoring systems that improve performance consistency. Automation reduces operator dependency and ensures repeatable quality. Many systems are also designed for cleaning-in-place compatibility, improving sanitation and reducing downtime.
Hygiene and safety standards play a significant role in market development. Dairy processing is strictly regulated, and equipment must meet sanitary requirements. Homogenizers are designed using stainless steel, sealed internal systems, and smooth surfaces to reduce contamination risk. This is especially important for processors supplying large retail chains where compliance audits are frequent.
Energy efficiency is becoming increasingly important. Homogenization requires mechanical pressure, which can increase energy costs. Dairy processors are focused on reducing operational expenses and meeting sustainability goals. Newer homogenizers are designed to optimize pressure usage, reduce power consumption, and improve overall energy performance. These features make them attractive for large plants where energy costs significantly affect profitability.
Regional market trends show strong potential in Asia-Pacific due to rising dairy consumption and industrial investments. North America remains a mature market with steady growth driven by equipment upgrades and dairy beverage innovation. Europe continues to show stable demand supported by strict food processing standards and strong dairy traditions.
Challenges include high upfront costs and maintenance requirements. Homogenizer machines require investment, and smaller processors may face financial barriers. Maintenance is essential, particularly for high-pressure systems where valves and seals experience wear. Plants also need trained staff to operate machines and manage processing parameters. However, the long-term benefits often outweigh these challenges due to improved product stability, reduced waste, and stronger consumer trust.
Looking forward, the market is expected to benefit from growing demand for premium dairy products. Organic milk, fortified milk, and specialized dairy beverages require advanced homogenization to maintain quality. Manufacturers will likely focus on smart homogenizers with sensors, predictive maintenance features, and digital connectivity to support modern dairy plant requirements.
In summary, the market outlook remains positive as dairy processing continues to modernize globally. Homogenizer machines are essential for producing stable, consistent, and consumer-friendly milk products. As dairy consumption grows and product innovation expands, homogenization equipment will remain a key investment for dairy processors aiming to improve quality, efficiency, and competitiveness